เชือกขุดเครื่องตรวจจับข้อบกพร่องลวดสลิงลิฟต์เคเบิลเวย์เครื่องตรวจจับข้อบกพร่องเชือกลวดเครื่องตรวจจับข้อบกพร่องเชือกเหล็ก
1. ข้อมูลจำเพาะ
มาตรฐาน: GB / T21837-2008, ASTM E1571-2001 (ข้อกำหนดมาตรฐานสำหรับการตรวจสอบแม่เหล็กไฟฟ้าของเชือกลวดเหล็กแม่เหล็กไฟฟ้า), GB / T5972-2006 / ISO 4309: 90, GB8918—2006
ช่วงการตรวจจับ: Φ1.5—300 มม. (เลือกเซ็นเซอร์อื่น)
ความเร็วสัมพัทธ์ระหว่างเซนเซอร์และลวดสลิง: 0.0—6.0 m / s ทางเลือกที่ดีที่สุด: 0.3—1.5 m / s
ช่องว่างระหว่างปลอกไกด์และเชือกลวดที่ดีที่สุด: 2-6 มม. ช่องว่างที่อนุญาต: 0—15 มม
ประเภทไฟล์เอาต์พุต: เอาต์พุตไฟล์ Word
สัญญาณเตือน: เสียงและสัญญาณเตือนแสง
การตรวจจับตำแหน่งลวดสลิงหัก (LF)
ความแม่นยำในการตัดสินเชิงคุณภาพ: 99.99%
การประเมินเชิงปริมาณ
ข้อผิดพลาดในการทำซ้ำของความไว: ± 0.055%
แสดงข้อผิดพลาด: ± 0.2%
ข้อผิดพลาดในการตรวจจับตำแหน่ง (L): ± 0.2%
กำลังไฟ: แหล่งจ่ายไฟคอมพิวเตอร์ 5V
น้ำหนักของเซนเซอร์: <10 กก. (เซนเซอร์ปกติ)
อุณหภูมิสิ่งแวดล้อม -10 ℃ ~ 40 ℃
ความกดอากาศ: 86 ~ 106Kpa
ความชื้นสัมพัทธภาพ: ≤85%
ระบบ windows ของเครื่องตรวจจับคอมพิวเตอร์ลวดสลิงเป็นผลิตภัณฑ์ต่ออายุระบบ GB ซึ่งอิงตามทฤษฎีซอฟต์แวร์ DOS และการเตือนภัยในการแสดงผลแบบเรียลไทม์ที่ชี้นำอุดมการณ์ใช้ Visual Basic6.0 พื้นฐานภาษาการเขียนโปรแกรมดำเนินการรวบรวมเพื่อให้กลายเป็น
ชิ้นส่วนฮาร์ดแวร์ของระบบนี้ใช้เซ็นเซอร์แม่เหล็กขั้นสูงในประเทศและต่างประเทศและโมดูลการสุ่มตัวอย่างการวิจัยและพัฒนาอิสระรวมกันผ่านการขับเคลื่อนสายหลัก RS232 (หรือ USB) จัดเก็บข้อมูลโดยตรงในคอมพิวเตอร์
ส่วนซอฟต์แวร์ระบบนี้อยู่ในรากฐานการวิเคราะห์การแปลงเวฟเล็ตในการใช้พื้นฐานภาษาการเขียนโปรแกรม Visual Basic 6.0 ดำเนินการคอมไพล์ให้กลายเป็นบรรลุฟังก์ชั่นต่างๆเช่นการเก็บและควบคุมข้อมูลการวิเคราะห์ข้อมูลการแสดงข้อมูลการจัดเก็บข้อมูลและอื่น ๆเพิ่มลักษณะที่มองเห็นได้ในฟังก์ชั่นซอฟต์แวร์ DOS และด้วยแนวโน้มที่เป็นเอกลักษณ์อย่างต่อเนื่องในการติดตามวิธีสัญญาณข้อมูลที่สังเกตได้แบบไดนามิกและสถานการณ์การเปลี่ยนแปลงอย่างต่อเนื่องและการแสดงผลแบบเรียลไทม์ได้รับผลลัพธ์และส่งสัญญาณเตือนซอฟต์แวร์เพิ่มฟังก์ชันการประเมินอัตโนมัติในข้อบกพร่องบางส่วนแสดงให้เห็นในส่วนที่เพิ่มขึ้นและเปอร์เซ็นต์พื้นที่หน้าตัดทั้งหมดซอฟต์แวร์และ Windows เข้ากันได้อย่างสมบูรณ์เหมาะกับการใช้งานความเฉื่อยของผู้ใช้ใช้รายงานการตรวจสอบการผลิตในรูปแบบไฟล์ Word
ซอฟต์แวร์ระบบนี้อาจเข้ากันได้กับเครื่องตรวจจับคอมพิวเตอร์ลวดสลิงรูปแบบข้อมูลการสุ่มตัวอย่างซอฟต์แวร์ DOS และสามารถประมวลผลการวิเคราะห์ได้
ระบบ windows มีขั้นตอนการทำงานที่เป็นอิสระและระบบการตรวจสอบที่ปลอดภัยสามารถใช้งานได้อย่างสะดวกสำหรับคอมพิวเตอร์สมัยใหม่แต่ละประเภทและทำตามขั้นตอนการตรวจสอบตามขั้นตอนต่างๆ
2. ความต้องการระบบ
2.1 ความต้องการในการกำจัดฮาร์ดแวร์คอมพิวเตอร์:
หน่วยประมวลผล: เหนือ Celeron 1.5GHZ
หน่วยความจำ: 128MB
ฮาร์ดดิสก์: 10G
การเชื่อมต่อ: RS232 หรือ USB
จอภาพ: เหนือ VGA
2.2 ความต้องการสภาพแวดล้อมซอฟต์แวร์:
- ระบบนี้รองรับระบบปฏิบัติการ Windows XP, Windows 7, Linux ฯลฯ
- ต้องการติดตั้งแพลตฟอร์ม Microsoft office word
2.3 การจัดการระบบ
| เซ็นเซอร์แม่เหล็ก (รวมถึงตัวระบุระยะทาง) |
กลุ่ม |
| เครื่องเตือนภัยแบบเรียลไทม์ HUATEC HRD-100 |
หนึ่ง |
| สายเชื่อมต่อสัญญาณ |
หนึ่ง |
| สายส่ง RS232 (หรือสายแปลง USB เป็น RS232) |
หนึ่ง |
| แพคเกจซอฟต์แวร์วัตถุประสงค์พิเศษของ windows |
หนึ่ง |
| คอมพิวเตอร์ |
หนึ่ง |

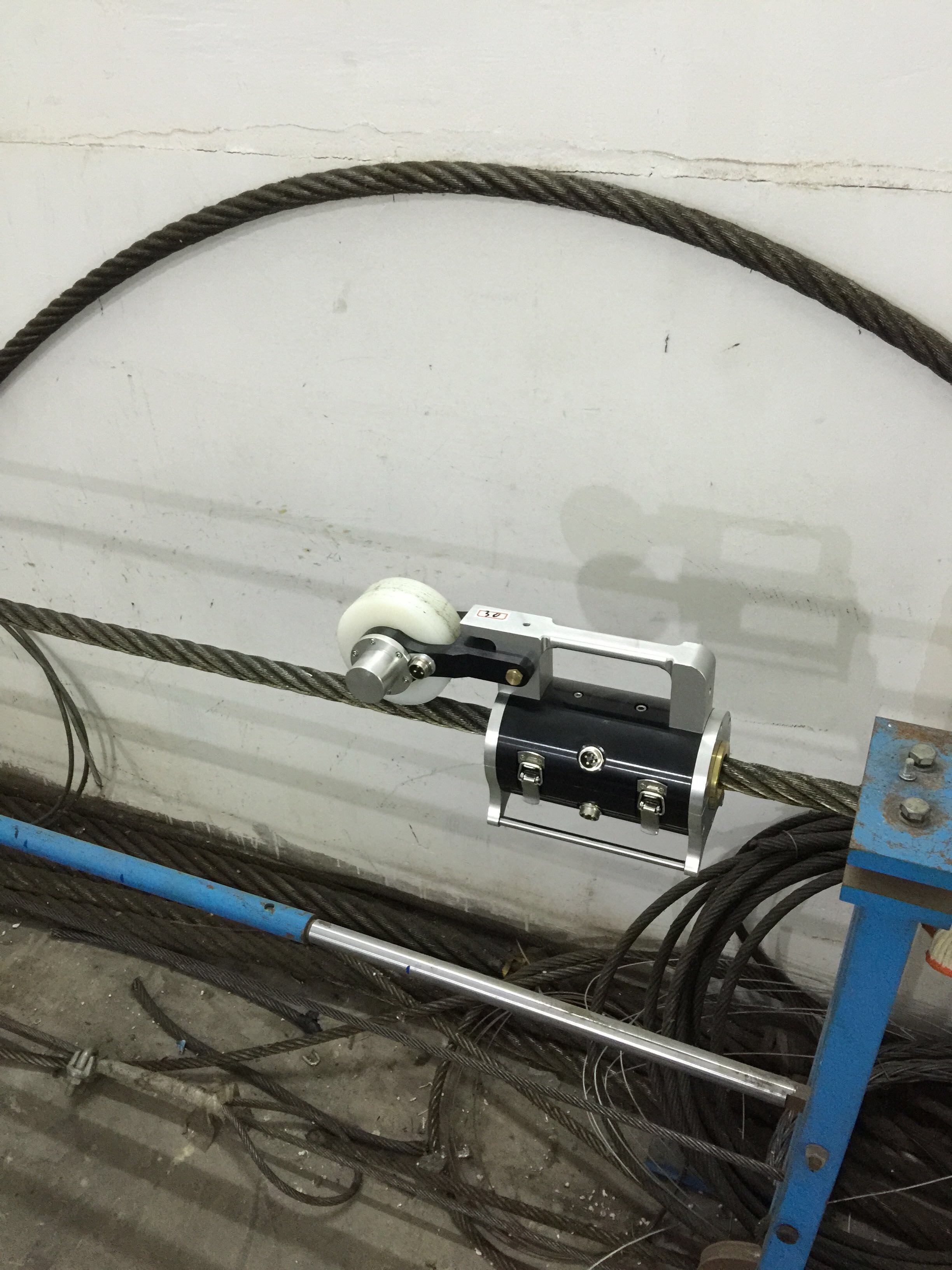
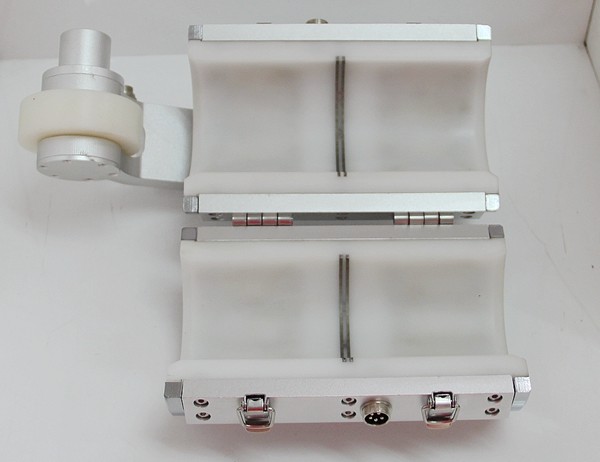
3. แนะนำเซนเซอร์
เซ็นเซอร์แม่เหล็ก: เซ็นเซอร์ประกอบด้วยตัวระบุตำแหน่ง (วงล้อชั้นนำตัวเข้ารหัส) การติดตั้งการดึงดูดและการสุ่มตัวอย่างหลังจากระบบเปิดใช้งานลวดสลิงและมีการเคลื่อนไหวสัมพัทธ์จากนั้นก็สามารถรวบรวมสัญญาณได้
Displacement locator: วงล้อชั้นนำหมุนเป็นวงกลมตัวเข้ารหัสโฟโตอิเล็กทริกจะส่งพัลส์คำสั่งการสุ่มตัวอย่างออกมาโดยตระหนักถึงการสุ่มตัวอย่างพื้นที่ที่เท่ากัน
การติดตั้งการสะกดจิต: เมื่อลวดสลิงและมีการเคลื่อนที่สัมพัทธ์เสร็จสมบูรณ์ไปยังการดึงดูดแกนลวดสลิง
องค์กรสุ่มตัวอย่าง: เมื่อลวดสลิงและเซ็นเซอร์มีการเคลื่อนไหวสัมพัทธ์องค์ประกอบฮอลล์ประกอบด้วยช่องสุ่มตัวอย่างจะเปลี่ยนสภาพการเปลี่ยนแปลงการรั่วไหลของฟลักซ์แม่เหล็กของลวดสลิงให้เป็นสัญญาณแรงดันไฟฟ้าจำลอง
4. เครื่องเตือนภัยแบบเรียลไทม์ HUATEC
เครื่องเตือนภัยแบบเรียลไทม์ของ HUATEC คือการเก็บข้อมูลอเนกประสงค์แบบพกพาผ่านสายส่ง RS232 เพื่อส่งและบันทึกสัญญาณข้อมูลที่แปลงแล้วไปยังคอมพิวเตอร์ใช้ประโยชน์จากฟังก์ชั่น CPU ของคอมพิวเตอร์ที่น่ากลัวในการวิเคราะห์การประมวลผลแบบออนไลน์และแบบเรียลไทม์ ตามค่าเกณฑ์ที่เทียบเท่าซึ่งจะตั้งไว้ล่วงหน้าจะส่งสัญญาณเตือนแบบเรียลไทม์กลุ่มหนึ่งให้กลุ่มแบตเตอรี่ลิเธียมของแหล่งจ่ายไฟเซ็นเซอร์เอาท์พุทคือ 5Vมีพอร์ตชาร์จเพิ่มเติมเพื่อให้สามารถจ่ายประจุและสวิตช์ไฟได้
ภาพที่ 2 แผนภาพการเดินสายการสุ่มตัวอย่างสัญญาณ
5. การแนะนำซอฟต์แวร์
รูปภาพ 3 รายการฟังก์ชั่นหลัก
รูปภาพ 8 การตั้งค่าพารามิเตอร์
6. การวิเคราะห์ลวดหัก
การวิเคราะห์สายหัก (Ctrl + N) เป็นขั้นตอนการสนทนาของเครื่องจักรเป็นรายการฟังก์ชันการประมวลผลการวิเคราะห์สำหรับข้อมูลทดสอบสองวิธีที่สามารถเข้าสู่ขั้นตอนนี้: วิธีหนึ่งคือการเข้าสู่บทสนทนาของร่างกายมนุษย์โดยตรงตามที่กล่าวมาก่อนหน้านี้;อีกประการหนึ่งคือ "เปิด"ทางเข้าคลิกที่คอลัมน์ปฏิบัติการ"การวิเคราะห์ลวดหัก"รายการ (หรือคลิกที่ปุ่มไอคอนคอลัมน์เครื่องมือ) เพื่อเข้าสู่ลำดับการทำงานหรือคลิกที่"ไฟล์"คอลัมน์"เปิด"รายการหน้าต่างคำถามจะปรากฏขึ้นให้คลิกที่"การวิเคราะห์"เพื่อเข้าสู่ลำดับปฏิบัติการ
รูปภาพที่ 11 รูปภาพอินเทอร์เฟซการวิเคราะห์ลวดหัก
การวิเคราะห์สายไฟที่ขาด (บทสนทนาสำหรับคนกับเครื่องจักร) การแนะนำพื้นผิวที่:
- ในหน้าต่างโพรซีเดอร์ตรงกลางคือรูปภาพแสดงรูปคลื่นข้อมูลหน้าจอทั้งหมดจะแสดง 16 บรรทัดและแต่ละบรรทัดจะแสดงจุดสุ่มตัวอย่าง 512 จุด
- หน้าต่างแสดงตัวเลขสองด้านคือการแสดงระยะทางทั้งสองด้านซ้ายคือรูปคลื่นที่สอดคล้องกับตำแหน่งเริ่มต้นการทดสอบขวาคือผลรวมของรูปคลื่นที่สอดคล้องกับการเคลื่อนที่ของการทดสอบระหว่างตำแหน่งเริ่มต้นและตำแหน่งสิ้นสุด
- หมายเลขหน้าสองหน้าใต้หน้าต่างแสดง: หนึ่งคือหมายเลขหน้าทั้งหมดอีกหมายเลขคือหมายเลขหน้าปัจจุบัน
- มีปุ่มหลายปุ่มอยู่ตรงกลางของเลขสองหน้าเมื่อจำนวนหน้าทั้งหมดไม่เกิน 1 จะมีปุ่มสองปุ่ม "วิเคราะห์อัตโนมัติ” และ“วิเคราะห์ของเทียม” เมื่อจำนวนหน้าทั้งหมดมากกว่า 1 จะมีการเพิ่มหนึ่ง:“ต่อไป”.คลิกที่ "วิเคราะห์อัตโนมัติ” ระบบจะตัดสินจุดที่ทำเครื่องหมายสีแดงและคำนวณผลลัพธ์ของข้อบกพร่องบางส่วนตามพารามิเตอร์ที่เลือก (เช่นจำนวนที่เทียบเท่ากับลวดหักหรือสัดส่วนของพื้นที่หน้าตัดต่อพื้นที่หน้าตัดทั้งหมด)คลิกที่ "วิเคราะห์ของเทียม"ระบบจะทำเครื่องหมายจุดสัญญาณคลื่นที่น่าสงสัยทั้งหมดจุดจะได้รับการยืนยันหรือลบออกโดยผู้ปฏิบัติงานที่มีประสบการณ์ระบบจะเขียนรายงานตามผลการตัดสินการดำเนินการทั้งสองจะมุ่งเป้าไปที่หน้าปัจจุบันเท่านั้นต้องเลือกโหมดการทำงานใหม่หลังจากเปลี่ยนหน้า“ต่อไป"ส่วนใหญ่จะใช้ในการเปลี่ยนหน้าจะสามารถเปลี่ยนได้เพียงหนึ่งหน้าไปยังหน้าถัดไปหน้าก่อนหน้านี้จะไม่สามารถดูได้ก่อนที่จะตัดสินว่าสิ้นสุดการลากม้วนเพื่อสแกนหน้าก่อนหน้านี้จะได้รับอนุญาตหลังจากการตัดสินตอนจบเท่านั้น แต่ไม่อนุญาตให้แก้ไข
- มีแถวที่แสดงด้านล่างปุ่มด้านซ้ายคือเส้นทางและชื่อของไฟล์ที่เปิดในครั้งนี้ตรงกลางคือค่า LMA0 ค่านี้เป็นค่าอ้างอิงของพื้นที่หน้าตัดที่ระบบคำนวณโดยอัตโนมัติสำหรับกลุ่มข้อมูลนี้โดยอิงจากค่าเฉลี่ยแถวแรกของรูปคลื่นข้อมูลนี้ในกระบวนการสอบเทียบจำเป็นต้องกรอกคอลัมน์พารามิเตอร์พื้นที่หน้าตัดระบบจะประเมินการประมวลผลวิเคราะห์ข้อมูลที่พื้นที่หน้าตัดโลหะเปลี่ยนไป (เช่นการเสื่อมสภาพ) ตามค่า LMA0
- เมื่อใช้การวิเคราะห์เทียมกลุ่มของค่า VPP จะปรากฏที่ด้านขวาและด้านล่างคือค่ายอดเดิมถึงค่ายอดและค่ายอดหลังถึงยอดของคลื่นนี้ก่อให้เกิดสัญญาณความผิดปกติบางส่วนในตำแหน่งที่ทำเครื่องหมายเป็นจุดสีแดงในหน้าต่างแสดงผลเมื่อใช้การวิเคราะห์อัตโนมัติค่านี้จะไม่ปรากฏ
ขั้นตอนการวิเคราะห์ลวดขาดดังนี้:
- เลือกกลุ่มของพารามิเตอร์เพื่อให้เหมาะกับการประเมินนี้หากไม่มีพารามิเตอร์ที่เหมาะสมที่จะสามารถเพิ่มหรือแก้ไขได้และยืนยันการเลือกที่จะใช้
- เข้าสู่ขั้นตอนตามขั้นตอนการทำงานข้างต้นหน้าต่าง“ เลือกไฟล์ข้อมูล” จะปรากฏขึ้นและคลิกที่ไฟล์ข้อมูลการประมวลผลการวิเคราะห์ที่เตรียมไว้เปิดเพื่อเข้าสู่รายการขั้นตอน
ภาพที่ 12 หน้าต่างไฟล์การเลือกข้อมูล
- ระบบจะทำงานตามค่าลอการิทึมพารามิเตอร์ซึ่งจะเลือกตามการดำเนินการสแกนอัตโนมัติเมื่อสัญญาณข้อบกพร่องบางส่วนค่ายอดสองค่าหมายถึงค่าจะใหญ่กว่าค่าเกณฑ์แรกจะดำเนินการตามบันทึกสัญลักษณ์ไปยังสถานที่นี้และจะ ให้ป้ายบันทึกในหน้านี้สถานการณ์ที่คล้ายคลึงกันทั้งหมด
- แต่ละจุดจะได้รับการยืนยันหรือลบออกโดยผู้ปฏิบัติงานที่มีประสบการณ์และเส้นหย่อนลวดกระโดดการเสียรูปและข้อบกพร่องอื่น ๆ ของลวดสลิงอาจพิจารณาจากรูปคลื่นทดสอบให้ความสนใจกับสามเหลี่ยมหน้าจั่วที่มียอดสองอันให้ความสำคัญกับความแตกต่างของข้อมูลไม่มากนักและยอดรูปคลื่นจะคล้ายกับมุมแหลมลักษณะข้อบกพร่องที่เป็นรูปธรรมและความรู้รายละเอียดการประเมินผลสามารถดูได้ในบทที่ 6 การวิเคราะห์ข้อบกพร่องและการประเมินผล
- เมื่อผู้ปฏิบัติงานไม่มีความเห็นที่แตกต่างกันเกี่ยวกับจุดสีแดงที่ทำเครื่องหมายไว้ในหน้าจอปัจจุบันและตัดสินว่าสายขาดให้คลิกโดยตรงที่ "วิเคราะห์อัตโนมัติ". จุดสีแดงที่ทำเครื่องหมายไว้ทั้งหมดในหน้านี้จะได้รับการยืนยันว่าสายขาดระบบจะคำนวณค่าปริมาณโดยอัตโนมัติในแต่ละที่และแสดงรายการค่าในรายงานผลลัพธ์คลิกที่ปุ่ม" ถัดไป "เพื่อเปิดหน้าและดำเนินการ อีกครั้ง.
- เมื่อผู้ปฏิบัติงานมีความเห็นที่แตกต่างกันตามสัญญาณตำหนิในส่วนของจุดสีแดงที่ทำเครื่องหมายไว้ในหน้าจอปัจจุบันต้องปฏิเสธชิ้นส่วนและจะต้องใช้ขั้นตอนการประเมินการวิเคราะห์เทียมคลิกโดยตรงที่ "วิเคราะห์อัตโนมัติ"เพื่อเข้าสู่ขั้นตอนการวิเคราะห์เทียมเครื่องหมายจุดสีแดงทั้งหมดจะถูกสแกนทีละจุดในหน้าปัจจุบันเมื่อสแกนไปยังจุดใดจุดหนึ่งสีของเครื่องหมายจะกลายเป็นสีดำและ VPP จะปรากฏที่ด้านล่างและบทสนทนา หน้าต่างจะปรากฏขึ้นและสอบถามว่าเครื่องหมายนี้เป็นลวดหักหรือไม่หากตัดสินว่าสายหักให้คลิกที่ "ใช่"ในหน้าต่างและจุดที่ทำเครื่องหมายไว้จะกลายเป็นสีแดงหากไม่เป็นเช่นนั้นให้ปฏิเสธจากนั้นคลิกที่"ไม่"จุดที่ทำเครื่องหมายไว้จะกลายเป็นสีเหลืองนอกจากนี้ยังอาจใช้ปุ่มด่วนเพื่อตัดสินว่าหากยืนยันให้กด" Y "(หรือกดปุ่ม" Enter ") หากปฏิเสธให้กด" N "เมื่อต้องการการยืนยันหรือปฏิเสธอย่างต่อเนื่อง กด "Y" แบบยาว (กดปุ่ม "Enter") หรือ "N" อย่างต่อเนื่องในทำนองเดียวกันตัดสิน
- เมื่อผู้ปฏิบัติงานมีความเห็นที่แตกต่างกันตามสัญญาณตำหนิบนจุดสีแดงที่ทำเครื่องหมายไว้ทั้งหมดในหน้าจอปัจจุบันทั้งหมดจะให้การปฏิเสธทั้งหมดกดปุ่ม "N"เมื่อกลุ่มข้อมูลนี้มีหน้าจอหลายหน้าสามารถคลิกโดยตรงในหน้าถัดไปเพื่อให้การปฏิเสธเต็มหน้าและเข้าสู่หน้าถัดไปของหน้าจอดังนั้นทุกรายการที่ทำเครื่องหมายไว้ในหน้านี้จะถูกปฏิเสธและจะไม่เข้าอีกต่อไป ผลการตัดสิน แต่สุดท้ายหน้าไม่สามารถทำได้เพียงกด "Y" หรือ "N" ค้างไว้ตามวิธีการข้างต้น
- หลังจากการวิเคราะห์แต่ละหน้าสิ้นสุดลงปุ่มสองปุ่มจะถือว่ามากเกินไป
- หากต้องวิเคราะห์และประเมินรายงานผลลัพธ์ในครั้งนี้ต้องเมื่อการประเมินผลการวิเคราะห์สิ้นสุดลงให้เข้าสู่คอลัมน์รายงานทันทีแล้วคลิก“รายงานสายไฟขาด” เปิดและดูรายงานผลลัพธ์
- หลังจากกำหนดไฟล์ข้อมูลแล้วอาจดำเนินการต่อเพื่อเลือกไฟล์ข้อมูลที่ต้องการการวิเคราะห์อีกครั้ง
7. การวิเคราะห์การเสื่อมสภาพ
การวิเคราะห์การเสื่อมสภาพ (Ctrl + L) เป็นขั้นตอนการประเมินการทดสอบการเปลี่ยนแปลงพื้นที่หน้าตัดโลหะลวดสลิง (เช่นการเสื่อมสภาพ) เป็นรายการฟังก์ชันการประเมินอัตโนมัติสำหรับข้อมูลการทดสอบตามค่าข้อมูลคลิกที่ "การวิเคราะห์การเสื่อมสภาพ” ในคอลัมน์ปฏิบัติการ (หรือใช้ปุ่มลัดโดยตรง) เพื่อป้อนลำดับการทำงาน (ดังภาพที่ 13)
ภาพที่ 13 ภาพอินเทอร์เฟซการวิเคราะห์การเสื่อมสภาพ
บทนำอินเทอร์เฟซการวิเคราะห์การเสื่อมสภาพ:
- เมื่อเข้าสู่ขั้นตอนเกณฑ์การเตือนการเสื่อมสภาพหน้าต่าง” จะปรากฏขึ้น (เช่นภาพที่ 14) ป้อนตัวเลขบวกในช่องว่างตามค่า จำกัด ข้อกำหนดมาตรฐานของแต่ละอาชีพหรือตามความต้องการของตนเองขั้นตอนจะอยู่ที่ค่านี้จะปรับเทียบผลลัพธ์ตามพื้นที่หน้าตัดโลหะที่ลดลง (เช่นการเสื่อมสภาพ)เมื่อผลลัพธ์เกินค่านี้สีของเปอร์เซ็นต์การเสื่อมสภาพในพื้นผิวด้านขวาจะเปลี่ยนเป็นสีแดงผลลัพธ์ข้อมูลรูปคลื่นที่ถือว่าเป็นสีแดงจะถูกบันทึกไว้ในรายงานการเสื่อมสภาพ
ภาพที่ 14 หน้าต่างไฟล์การเลือกข้อมูล
- ในหน้าต่างโพรซีเดอร์ตรงกลางคือรูปภาพแสดงรูปคลื่นข้อมูลหน้าจอทั้งหมดจะแสดง 16 บรรทัดและแต่ละบรรทัดจะแสดงจุดสุ่มตัวอย่าง 512 จุด
- หน้าต่างแสดงตัวเลขสองด้านคือการแสดงระยะทางทั้งสองด้านซ้ายคือรูปคลื่นที่สอดคล้องกับตำแหน่งเริ่มต้นการทดสอบขวาคือเปอร์เซ็นต์ที่เพิ่มขึ้นหรือลดลงของรูปคลื่นนี้ที่สอดคล้องกับค่าข้อมูลพื้นที่หน้าตัดโลหะกล่าวคือเปอร์เซ็นต์การเปลี่ยนแปลงของ LMA
- มีปุ่มหลายปุ่มอยู่ตรงกลางของเลขสองหน้าเมื่อจำนวนหน้าทั้งหมดไม่เกิน 1 จะมีปุ่มสองปุ่ม "พิมพ์หน้าปัจจุบัน” และ“การพิมพ์ตกลง” เมื่อจำนวนหน้าทั้งหมดมากกว่า 1 จะมีการเพิ่มสอง:“กลับ” และ“ต่อไป”.“พิมพ์หน้าปัจจุบัน” คือเกี่ยวกับกราฟของหน้าปัจจุบันให้คลิกที่ปุ่ม "การพิมพ์หน้าปัจจุบัน" เกี่ยวกับแต่ละหน้าปัจจุบันที่ต้องการอาจคลิกที่ปุ่มนี้“ป้อน” เป็นปุ่มเพื่อยืนยันการพิมพ์หน้าที่ต้องการกระดาษ A4 แต่ละแผ่นสามารถพิมพ์ได้สองหน้าจออาจพิมพ์ทุกหน้าในการรอผลัดกันเมื่อต้องการพิมพ์เพียงหน้าจอเดียวอาจคลิกที่“พิมพ์หน้าปัจจุบัน” ก่อนแล้วคลิกที่“ป้อน” หน้าปัจจุบันจะถูกพิมพ์ทันที“กลับ” และ“ต่อไป” คือปุ่มฟังก์ชันที่ใช้ในการเปลี่ยนหน้า
- มีแถวที่แสดงด้านล่างปุ่มด้านซ้ายคือเส้นทางและชื่อของไฟล์ที่เปิดในครั้งนี้ตรงกลางจะแสดงค่าข้อมูลพื้นที่หน้าตัดระบบจะประเมินการประมวลผลวิเคราะห์ข้อมูลที่พื้นที่หน้าตัดโลหะเปลี่ยนไป (เช่นการเสื่อมสภาพ) ตามค่านี้
การวิเคราะห์การเสื่อมสภาพที่เป็นรูปธรรมลำดับการทำงานดังนี้:
- คลิกที่ "การวิเคราะห์การเสื่อมสภาพ"ในคอลัมน์ปฏิบัติการ"เกณฑ์การเตือนการเสื่อมสภาพ"หน้าต่างจะปรากฏขึ้นตามข้อกำหนดของตัวเองหนึ่งรายการหรือแต่ละมาตรฐานอาชีพป้อนค่าในช่องว่างและยืนยัน
- หลังจากป้อนพารามิเตอร์โฟลเดอร์ข้อมูลหลักจะปรากฏขึ้นเลือกไฟล์ที่ต้องการวิเคราะห์และเปิด
- พื้นผิวจะแสดงรูปคลื่นข้อมูลไฟล์นี้และแสดงแต่ละส่วนตำแหน่งที่สอดคล้องกันพื้นที่หน้าตัดโลหะที่เปลี่ยนหากพื้นที่หน้าตัดโลหะที่เปลี่ยนแปลงเกินกว่าค่าที่กำหนดจำนวนในพื้นผิวด้านขวาจะเปลี่ยนเป็นสีแดงรายงานเพื่อเตือนส่วนนี้ตำแหน่งจุดรูปคลื่นที่สอดคล้องกันตำแหน่งสรุปและค่าสูงสุดของการลดส่วนนี้จะถูกบันทึกไว้ในรายงาน
- เกี่ยวกับข้อกำหนดแต่ละหน้าปัจจุบันสามารถคลิกที่“พิมพ์หน้าปัจจุบัน”, เมื่อเลือกหน้าทั้งหมดที่ต้องการแล้วให้คลิกที่“การพิมพ์ตกลง” และเข้าสู่ขั้นตอนการพิมพ์
ข้อควรพิจารณา: เมื่อคลิกที่การพิมพ์ให้เชื่อมต่อเครื่องพิมพ์และคอมพิวเตอร์ล่วงหน้าและตั้งค่าเครื่องพิมพ์ที่เชื่อมต่อเป็นเครื่องพิมพ์เริ่มต้น
8. ตัวเลือกเซนเซอร์
| เซนเซอร์ |
เส้นผ่านศูนย์กลางของลวดสลิง |
ช่วงการตรวจจับที่ดีที่สุด |
| ฮัวเทค -F5 |
≤5 มม |
2 ~ 5 มม |
| ฮัวเทค -F10 |
≤10 มม |
5 ~ 10 มม |
| ฮัวเทค -F15 |
≤15 มม |
8 ~ 15 มม |
| ฮัวเทค -F20 |
≤20 มม |
10 ~ 20 มม |
| ฮัวเทค -F25 |
≤25 มม |
15 ~ 25 มม |
| ฮัวเทค -F30 |
≤30 มม |
20 ~ 30 มม |
| ฮัวเทค -F35 |
≤35 มม |
15 ~ 35 มม |
| ฮัวเทค -F40 |
≤40 มม |
30 ~ 40 มม |
| ฮัวเทค -S45 |
≤45 มม |
35 ~ 45 มม |
| เซ็นเซอร์อื่น ๆ สามารถปรับแต่งการผลิตได้ |

 ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!
ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!