เกนอัตโนมัติ DAC PAC Curve Gate Expansion Weld B Display Train Track Rail Ultrasound Flaw Detector
บทนำหลัก
FD-9008HT เครื่องตรวจจับตำหนิรอยเชื่อมแบบรางเชื่อม - พกพาสะดวก ใช้งานง่าย และเชื่อถือได้
เครื่องตรวจจับข้อบกพร่องแบบอัลตราโซนิกของการเชื่อมรางที่ทำขึ้นเป็นพิเศษตาม TB/T 2658.21-2007 Rail Weld Ultrasonic Flaw Detection Operation ซึ่งเป็นมาตรฐานของกระทรวงการรถไฟ สามารถเชื่อมต่อโพรบต่างๆ ที่จำเป็นสำหรับการตรวจจับข้อบกพร่องแบบอัลตราโซนิกของการเชื่อมทางรถไฟ พารามิเตอร์การตรวจจับข้อบกพร่องที่ตั้งไว้ล่วงหน้าบน - การตรวจจับจุดบกพร่องของไซต์ สวิตช์ปุ่มเดียว รวดเร็วและง่ายดาย ประสิทธิภาพที่ยอดเยี่ยม และฟังก์ชันที่ทรงพลังเป็นตัวเลือกแรกสำหรับการตรวจจับข้อบกพร่องของรอยเชื่อมด้วยคลื่นอัลตราโซนิก
คุณสมบัติหลัก
■ ใช้งานง่าย: เป็นเครื่องมือที่ปรับแต่งตามความต้องการของกระบวนการตรวจจับข้อบกพร่องของรอยเชื่อมรางทำงานได้ในหลายช่องทางและสามารถตรวจจับพื้นที่ต่างๆ ของรอยเชื่อมของรางได้
จำเป็นต้องเปลี่ยนหัววัด เปลี่ยนพารามิเตอร์การตั้งค่า และเปลี่ยนช่องสัญญาณด้วยปุ่มเดียวเพื่อทำการตรวจจับบริเวณต่างๆ ของหัวรางเชื่อม รางราง และด้านล่างรางให้เสร็จสมบูรณ์
■ ปริมาณน้อย: เป็นเครื่องตรวจจับรอยเชื่อมรอยเชื่อมที่เล็กที่สุดในรางพร้อมจอแสดงผลขนาด 5.7 นิ้ว
■ น้ำหนักเบา: น้ำหนักของเครื่องทั้งหมดรวมแบตเตอรี่เพียง 1.4 กก.
■ ใช้พลังงานต่ำ: แบตเตอรี่สามารถทำงานต่อเนื่องได้สูงสุดไม่เกิน 6 ชั่วโมง
■ ประสิทธิภาพสูง: ตัวชี้วัดทางเทคนิคที่สำคัญ เช่น ขอบความไวในการตรวจจับข้อบกพร่อง ความเป็นเชิงเส้นแนวตั้ง เชิงเส้นแนวนอน ช่วงไดนามิก ฯลฯ นั้นเหนือกว่ามาตรฐานระดับชาติที่เกี่ยวข้อง
■ ฟังก์ชันหลากหลาย: อินเทอร์เฟซ USB, การควบคุมอัตราขยายอัตโนมัติ, DAC, การขยายเกท, การคัดลอกหน้าจอ ฯลฯ
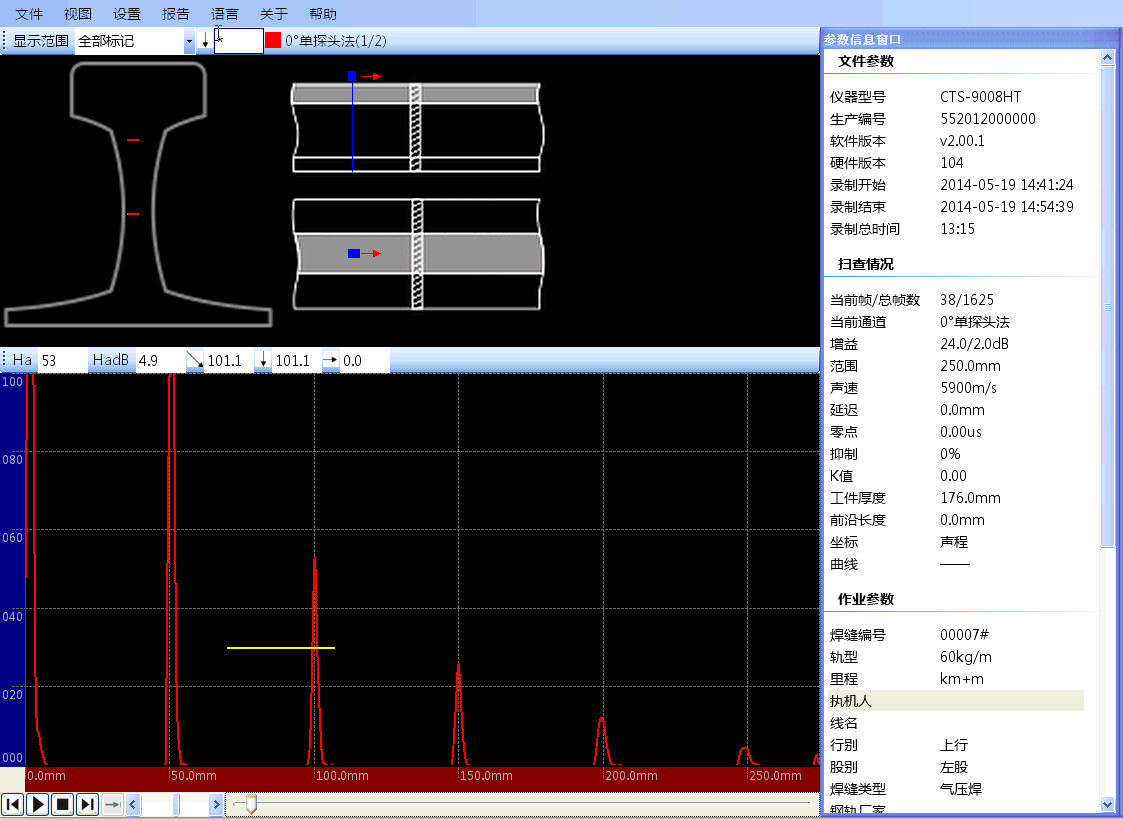
■ B display: มีฟังก์ชั่น B display mark map ของรอยเชื่อม ซึ่งใช้ในการกระจายสัญญาณเตือนโดยอัตโนมัติในส่วนรูปตัว I ของรอยเชื่อมราง
การทำเครื่องหมาย;กระบวนการตรวจหามีแผนผังแสดงขั้นตอนขั้นตอนการทดสอบและผลลัพธ์นั้นชัดเจนในทันที
■ การบันทึกภาพยนตร์สั้น: คุณสามารถเลือกที่เก็บข้อมูลภายในหรือที่เก็บข้อมูลดิสก์ Uหน่วยความจำภายในของคอมพิวเตอร์สามารถถ่ายโอนไปยัง USB แฟลชดิสก์ได้ซอฟต์แวร์คอมพิวเตอร์ด้านบนมีการเล่นไฟล์ภาพยนตร์สั้นและฟังก์ชันการจัดการ
• อัตราการสุ่มตัวอย่างสูงสุดคือ 240MHz และความละเอียดในการวัดคือ 0.1 มม.
• ช่วงความถี่ในการทำงานคือ 0.5 ~ 8MHz และระยะขอบความไวสูงถึง 65dB
· เมนูการเลือกช่องสัญญาณประเภทวิซาร์ด รวมกับแผนผังของขั้นตอนการตรวจจับ ทำให้กระบวนการตรวจจับง่ายและรวดเร็ว
· รายงานการตรวจจับข้อบกพร่องของมนุษย์ การทำเครื่องหมายอย่างรวดเร็วของธรรมชาติของข้อบกพร่อง ตำแหน่งที่เสียหาย เทคโนโลยีการประมวลผล ฯลฯ และการวิเคราะห์ในภายหลังที่ใช้งานง่ายและชัดเจน
• 20 ~ 500Hz มีอัตราการทำซ้ำของพัลส์ที่ปรับได้ 10 ครั้งเพื่อหลีกเลี่ยงสัญญาณก้องระหว่างการตรวจจับข้อบกพร่อง
• ฟังก์ชันของแผนผังการแสดงรอยเชื่อม B คือการทำเครื่องหมายโดยอัตโนมัติหรือทำเครื่องหมายการกระจายสัญญาณเตือนบนส่วนเชื่อมของรางด้วยตนเองโดยอัตโนมัติ
• การสแกนแบบอนุกรมและแบบ double K ตามตัวเข้ารหัส การสแกนเพียงครั้งเดียวของไดอะแกรมสัญญาณเตือนข้อบกพร่องของส่วนเชื่อม
• ทำงานร่วมกับฟังก์ชันเสียงสะท้อนสูงสุดและการหยุดภาพเพื่อระบุคลื่นข้อบกพร่องสูงสุดอย่างรวดเร็ว และการตรวจจับข้อบกพร่องจะมีประสิทธิภาพมากขึ้น
เส้นโค้ง DAC รวมกับฟังก์ชันเปรียบเทียบเสียงสะท้อน ทำให้การหาปริมาณเสียงสะท้อนที่ระยะทางและแอมพลิจูดต่างๆ ง่ายขึ้น
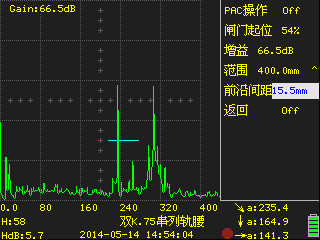
ตามฟังก์ชันโค้ง PAC ที่สแกนโดยตัวเข้ารหัส ความกว้างของข้อบกพร่องที่มีขนาดเท่ากันในความลึกต่างๆ กันจะถูกปรับโดยอัตโนมัติ และเอฟเฟกต์ภาพการสแกนจะใกล้เคียงกับของจริงมากขึ้น
• หน้าจอแสดงผล TFT สีนำเข้าขนาด 5.7″ พร้อมมุมมองกว้าง ความสว่างสูง และความคมชัดสูงมีมุมมองที่ชัดเจนของรายละเอียด
• รูปแบบสีที่แตกต่างกันตอบสนองความต้องการของสถานการณ์การใช้งานและนิสัยที่แตกต่างกัน

| ตัวเลข |
อินเตอร์เฟซ |
ตำแหน่งการตรวจจับ |
| 1 |
เดี่ยว K2.5 |
สแกนหัวรางจากดอกยางหัวรางหรือด้านข้างของหัวราง (ในกรณีช่องด้านบนของหัวราง K2.5 ช่องเดียว) และสแกนด้านล่างของรางจากความชันด้านล่างของราง (ในกรณีช่องตีนราง K2.5 ช่องเดียว ) |
| 2 |
K1 เดี่ยว |
สแกนจากพื้นผิวดอกยางของหัวรางไปยังหัวราง รางราง และด้านล่างของราง (ในกรณีช่องด้านบนของหัวราง K1 ช่องเดียว) |
| 3 |
เดี่ยว 0° |
สแกนจากพื้นผิวดอกยางของหัวรางไปยังหัวราง รางราง และด้านล่างของราง (ในกรณีช่องด้านบนของหัวรางเดี่ยว 0°) |
| 4 |
สองเท่า 70° |
หัววัด 70° คู่เดียวใช้เพื่อสแกนหัวรางจากดอกยางหัวรางหรือด้านข้างของหัวราง (ในกรณีช่องหัวรางคู่ 70°)ซ็อกเก็ตคู่นี้ยังใช้เพื่อกำหนดด้านข้างของหัวราง K1 คู่ และ K-scan หัวราง (เมื่อใช้ช่องด้านข้างของหัวราง K1 คู่) |
| 5 |
สองเท่า K0.75 |
การสแกนควบคู่จากพื้นผิวดอกยางของหัวรางถึงเอวราง (เมื่อช่องเอวรางคู่ K0.75) |
| 6 |
ดับเบิล K1 |
K-scan ด้านล่างของรางจากด้านข้างของด้านล่างของราง (ในกรณีช่องด้านล่างของราง K1 คู่) |
แอปพลิเคชัน :
ติดตั้งโครงสแกนในตำแหน่งที่เหมาะสมทั้งสองด้านของแนวเชื่อมปรับปุ่มเลื่อนโพรบของกรอบการสแกนเพื่อเลื่อนโพรบเรียงต่อกันไปในทิศทางตรงกันข้าม และสแกนขึ้นและลงตามแนวเชื่อมตามแผนภาพการสแกน
| หัววัดมุม K2.5 เดี่ยว |
หัววัดมุม K1 เดี่ยว |
|
|
| ใช้โพรบวัดมุม K2.5 ตัวเดียว สร้างเส้นโค้ง DAC สำหรับรูกากบาทหมายเลข 1~5 ในโซน B ของบล็อกทดสอบ GHT-5 แล้วสแกนดอกยางรางและด้านข้างด้วยคลื่นลูกเดียวรูปแสดงเสียงสะท้อนของข้อบกพร่องในหัวราง |
ใช้หัววัดมุม K1 เดี่ยวเพื่อสแกนเอวรางไปข้างหน้าและข้างหลังจากดอกยางรางด้วยคลื่นเดียวรูปแสดงเสียงสะท้อนของข้อบกพร่องที่ด้านล่างของราง |
| หัววัดมุม K0.75 แบบคู่ควบคู่ (A-scan) |
หัววัดมุม K0.75 แบบคู่ควบคู่ (การสแกน A+B) |
|
|
| หัววัดมุม K0.75 คู่หนึ่งที่วางเรียงกันจะใช้ในการสแกนเอวรางด้วยกรอบการสแกนรูปแสดงเสียงสะท้อนของรูที่ 5 บนบล็อกทดสอบ GHT-la |
พื้นที่รูปตัว I ที่แสดงในรูปคือ B-scan ของข้อบกพร่องในรู 1~5 บนบล็อกทดสอบ GHT-la |
| การเลือกช่องที่แนะนำ |
การแก้ไขพารามิเตอร์การดำเนินการตรวจจับข้อบกพร่อง |
| อินเทอร์เฟซการเลือกช่องสัญญาณที่แนะนำทำให้กระบวนการตรวจจับชัดเจนในทันทีด้วยปุ่มทางลัดของช่อง การทำงานจะมีประสิทธิภาพและยืดหยุ่น |
การแก้ไขพารามิเตอร์การดำเนินการตรวจจับข้อบกพร่องสามารถกำหนดลักษณะข้อบกพร่อง ตำแหน่งความเสียหาย เทคโนโลยีการประมวลผล และพารามิเตอร์อื่นๆ ได้อย่างรวดเร็ว ช่วยให้วิเคราะห์และประเมินผลการตรวจจับข้อบกพร่องในขั้นตอนต่อไปได้ง่ายขึ้น |
| บันทึกการเล่นระหว่างการสแกน |
|
|
|
| สแกนบันทึกกระบวนการทั้งหมดมันสามารถเล่น สอบถาม และสร้างรายงานบนคอมพิวเตอร์เครื่องบน |
|
ตัวชี้วัดทางเทคนิค
| สิ่งของ |
หน่วย |
ข้อมูลทางเทคนิค |
| ข้อผิดพลาดเชิงเส้นแนวตั้ง |
% |
≤3 |
| ข้อผิดพลาดของตัวลดทอน |
เดซิเบล |
ทุก 12 ±1 |
| ช่วงไดนามิก |
เดซิเบล |
≥32 |
| ระดับเสียงไฟฟ้า |
% |
≤10 (แถบความถี่: 1 ~ 5MHz) |
| ขอบความไวในการตรวจจับข้อบกพร่อง |
เดซิเบล |
≥65 (โพรบ 2.5Z20N) |
| ความละเอียดของแผ่น |
มม |
≤3 (โพรบ 5C10N) |
| ความละเอียดระยะไกล |
เดซิเบล |
≥26 |
| ข้อผิดพลาดเชิงเส้นแนวนอน |
% |
≤0.5 |
| ช่วงการตรวจจับ |
มม |
0 ~ 13000 (คลื่นเหล็กตามยาว) |
| ช่วงการเลื่อนของพัลส์ |
มม |
-10 ~ 1,000 (คลื่นเหล็กตามยาว) |
| ความเร็วเสียงของวัสดุ |
นางสาว |
400~15000 |
| โพรบเป็นศูนย์ |
µs |
0 ~ 200 |
| ได้รับการปรับ |
เดซิเบล |
ช่วง:0 ~ 110; การปรับเกียร์:0.5 / 2 / 6 / 12 |
| ความถี่ในการทำงาน |
เมกะเฮิรตซ์ |
1 ~5 / 0.5 ~8 |
| เปิดโหมด |
|
อ่อนแอ / แข็งแรง |
| การทำให้หมาด ๆ |
|
สูงต่ำ |
| การยับยั้ง |
% |
0 ~ 80 |
| โหมดตรวจจับ |
|
การตรวจจับเชิงลบ/การตรวจจับเชิงบวก/การตรวจจับแบบสองทิศทาง/การกรอง/RF |
| ความถี่ในการทำซ้ำ |
เฮิรตซ์ |
ปรับได้ 10 เกรด (ปรับได้ 20~500Hz แต่จำกัดด้วยช่วงการตรวจจับ, ความเร็วเสียงของวัสดุ, การเลื่อนของพัลส์, จุดศูนย์ของโพรบ ฯลฯ) |
| พื้นที่จัดเก็บ |
|
ชุดข้อมูล 500 ชุด รวมถึงการตั้งค่าเครื่องมือ สถานะการตรวจจับข้อบกพร่อง รูปแบบเสียงสะท้อน ฯลฯ |
| บันทึกวีดีโอ |
|
ฟังก์ชั่นการบันทึกภาพยนตร์สั้น (รวมถึง A-scan และแผนที่รอยเชื่อม)การเล่นหนังสั้นของคอมพิวเตอร์เครื่องบนสามารถเลือกการบันทึกภายในหรือการบันทึกดิสก์ USB แฟลชได้ |
| แผนผังการทำเครื่องหมายของรอยเชื่อม B |
|
เครื่องหมายระบุที่ใช้สำหรับกระจายสัญญาณเตือนในส่วนเชื่อมรางซึ่งรวมถึงการทำเครื่องหมายแบบอัตโนมัติและแบบแมนนวล |
| ฟังก์ชั่นรับอัตโนมัติ |
|
ปรับแอมพลิจูดเสียงสะท้อนในเกทให้เป็นแอมพลิจูดที่ระบุโดยอัตโนมัติ
การตั้งค่าความกว้าง: 40% / 50% / 60% / 70% / 80% / 90% / 100%
|
| ประตู |
|
1 ประตูวัดสัญญาณเตือน
โหมด Gate: ปิด / ทางเข้าของคลื่น / การสูญเสียคลื่น
การยกประตู: 0~109%
ความกว้างของประตู: 1~109%
ระดับประตู: 10~90%
|
| เตือน |
|
ปิด/เปิด, เปิดและปิดเสียงปลุก Buzzer |
| ฟังก์ชันการแก้ไขอัตโนมัติ |
|
ใช้เพื่อแก้ไขความเร็วเสียงของวัสดุและจุดศูนย์ของโพรบ
โหมดการแก้ไข: ความเร็วเสียง + จุดศูนย์
|
| ฟังก์ชั่นการวัดมุม |
|
ใช้สำหรับวัดมุมโพรบ |
| ฟังก์ชัน DAC |
|
ใช้เพื่อสร้าง ตั้งค่า และปรับใช้เส้นโค้ง DAC |
| ฟังก์ชันแพ็ก |
|
ควบคู่/K-scan ตามตัวเข้ารหัส สัญญาณเทียบเท่าเดียวกันที่ตำแหน่งต่างๆ ของแนวเชื่อมจะได้รับการชดเชยสำหรับอัตราขยาย เพื่อให้สัญญาณสะท้อนกลับของค่าเทียบเท่าเดียวกันในแต่ละตำแหน่งใกล้เคียงกับความไวในการตรวจจับเดียวกัน |
| โอนฟังก์ชัน |
|
ถ่ายโอนชุดข้อมูลภายในของเครื่องมือไปยังดิสก์ USB ผ่านอินเทอร์เฟซ USB |
| การจัดเก็บข้อมูล |
|
สร้างขึ้นในการ์ด SD (4G) |
| แสดง |
|
5.7 "TFT LCD ความสว่างสูง 320 × 240 พิกเซล |
| กลับสู่ฟังก์ชั่นการตั้งค่าจากโรงงาน |
|
คืนค่าการตั้งค่าอุปกรณ์กลับเป็นสถานะจากโรงงาน |
| พาวเวอร์ซัพพลาย |
|
อะแดปเตอร์หรือแบตเตอรี่ลิเธียม
อะแดปเตอร์: อินพุต AC 100V~240V, เอาต์พุต DC: DC 12V
แบตเตอรี่:6.4V ~ 8.4V
|
| เวลาทำงานของแบตเตอรี่ |
ชม. |
≥6 (เกี่ยวข้องกับความสว่างของแสงพื้นหลัง) |
| อุณหภูมิในการทำงาน |
℃ |
-20 ~ +50 |
| น้ำหนัก |
กิโลกรัม |
ประมาณ 1.4 (รวมแบตเตอรี่) |
| ขนาด |
มม |
152×240×68 (กว้าง × สูง × ลึก) |
กรอบการสแกนเสริม HRWS-C-K0.75
กรอบการสแกนรอยเชื่อมราง HRWS-C-K0.75 เหมาะสำหรับการสแกนการตรวจจับข้อบกพร่องแบบอัลตราโซนิคควบคู่ของรอยเชื่อมเอวของราง (รวมถึงการเชื่อมเทอร์มิท การเชื่อมด้วยแรงดันแก๊ส และการเชื่อมแบบแฟลช)คุณสมบัติหลักของผลิตภัณฑ์คือ ขนาดเล็ก น้ำหนักเบา พกพาสะดวก ใช้งานง่าย และใช้งานได้จริงนอกสถานที่เป็นอุปกรณ์สแกนที่จำเป็นสำหรับการตรวจจับข้อบกพร่องของรอยเชื่อมราง
แพ็คเกจมาตรฐาน
เครื่องตรวจจับข้อบกพร่องอัลตราโซนิกแบบพกพา FD-2008HT
ทรานสดิวเซอร์ลำแสงตรง
ทรานสดิวเซอร์คานมุม
ต่อสายเคเบิลสำหรับทรานสดิวเซอร์ (BNC-LEMO 00 หรืออุปกรณ์เสริม LEMO 01-LEMO 00)
แพ็คเกจแบตเตอรี่ลิเธียมไอออนแบบรีชาร์จ
หน่วยจ่ายไฟ / เครื่องชาร์จ
คู่มือการใช้งานเป็นภาษาอังกฤษ
ใบรับรองการสอบเทียบ
อุปกรณ์เสริม
หัววัดแบบตรง (5MHZ-ф20)
หัววัดแบบตรง (2.5MHZ-ф20)
หัววัดแบบตรง (2.25MHZ-ф20)
หัววัดแบบตรง (1MHZ-ф20)
หัววัดมุม (4MHZ-45degree, 8*9mm)
หัววัดมุม (4MHZ-60degree, 8*9mm)
หัววัดมุม (4MHZ-70degree, 8*9mm)
หัววัดมุม (4MHZ-80degree, 8*9mm)
หัววัดมุม (2MHZ-45degree, 8*9mm)
หัววัดมุม (2MHZ-60degree, 8*9mm)
หัววัดมุม (2MHZ-70degree, 8*9mm)
หัววัดมุม (2MHZ-80degree, 8*9mm)
โพรบ T/R (5MHz-ф20mm, โฟกัส 15mm)
โพรบ T/R (2.5MHz-ф20mm, โฟกัส 15mm)
สายเคเบิลเชื่อมต่อกับโพรบ (BNC-BNC)
สายเคเบิลเชื่อมต่อกับโพรบ (BNC-Lemo 00)
สายเคเบิลเชื่อมต่อกับโพรบ (Lemo 01-BNC)
สายเคเบิลเชื่อมต่อกับโพรบ (Lemo 01-Lemo 00)
แบตเตอรี่ลิเธียมไอออน
อะแดปเตอร์ไฟ (4A/9V)
สายไฟ
บล็อกทดสอบ V1
บล็อกทดสอบ V2
บล็อกการทดสอบ DAC, ASME เป็นต้น

 ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!
ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!